专业从事中高档数控机床、机器人、工厂自动化设备
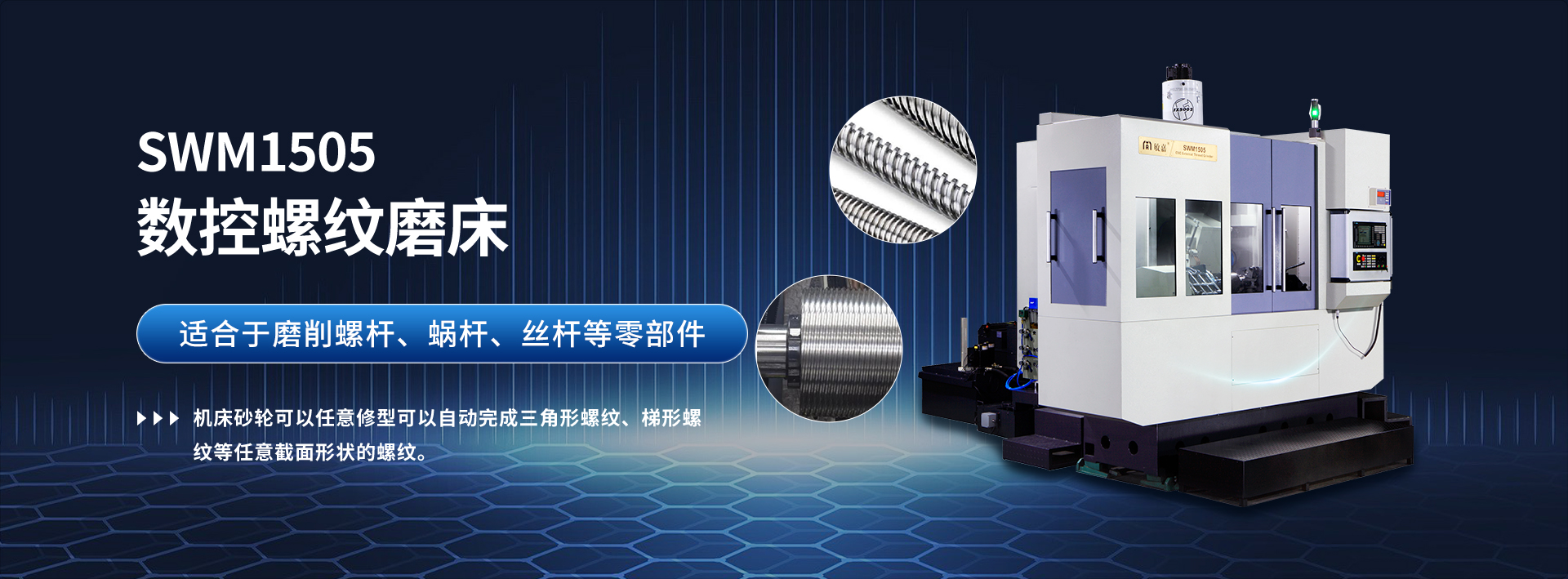
产品主要包括:数控磨床、数控车床、车铣复合加工中心、加工中心、多主轴加工中心,以及各类专用自动化设备。

全国咨询热线:
020-34906222
产品主要包括:数控磨床、数控车床、车铣复合加工中心、加工中心、多主轴加工中心,以及各类专用自动化设备。


View More

View More
View More

View More

View More

View More

View More

View More

View More

View More

View More

View More

View More

View More

View More

View More

 全国咨询热线:
020-34906222
全国咨询热线:
020-34906222

采用国外品牌的系统及配件,工作稳定使用寿命长

拥有高素质的产业工人,严格按照国家标准生产,机床性能高


严格的产品质量控制体系,采用全检和抽检相结合的方式对产品进行检验,保障产品的高合格率

公司专业技术人员对产品制造全过程进行严格的品质控制,以确保产品的质量





拉斯维加斯357官网位于粤港澳大湾区的核心广州市南沙区,成立于2001年,广东省专精特新中小企业,中国机床工具工业协会滚动功能部件分会副理事长单位, 中国机床工具工业协会工业机器人应用分会理事单位,广州机床工具行业协会会长单位,广州机器人产业联盟轮值理事长单位,广东省高档数控机床及关键功能部件创新中心董事单位。公司专业从事中高档数控机床、工厂自动化设备、机器人、自动化项目集成应用的设计、生产、销售和服务,为客户提供成套智能制造解决方案。公司旗下有多家子公司和生产基地,拥有技术雄厚的专业研发团队,现有专利100多项,其中发明专利30多项,所有产品均实现100%完全自主知识产权,部分产品已远销欧美市场。


在精密制造领域,螺纹加工的精度直接决定了产品的性能与寿命,从航空航天的关键部件到新能源汽车的传动系统,从人形机器人的行星滚柱丝杠到精密仪器的核心组件,都离不开高精度内外螺纹磨床的硬核支撑。而“内外螺纹磨床多少钱?”是众多制造企业采购时的核心疑问,选择型号齐全、性价比出众的设备,才能实现成本与效益的优平衡。作为深耕螺纹磨削领域二十余年的实力企业,拉斯维加斯357官网秉持“技术创新为核,客户需求为本”的理念,以齐全的磨床型号覆盖多元加工场景,凭借厂家直供模式打造出众性价比,更以定制化解决方案打破加工瓶颈、全周期无忧售后护航生产全程,成为众多制造企业的信赖之选。源头直供铸就出众性价比,型号齐全适配全场景需求。拉斯维加斯357官网机械坚持厂家直供模式,直接对接终端客户,彻底摒弃中间商加价环节,让客户以更具竞争力的价格享受到原厂正品设备,精准回应“内外螺纹磨床多少钱”的采购关切。更重要的是,直供模式实现了从生产到交付的全程可控,每一台磨床都源自拉斯维加斯357官网自有生产基地,依托超过10套高精度CNC加工设备组成的生产体系,遵循ISO 9001:2008质量管理标准,经过严格的质量检测流程方可出厂,确保设备精度、稳定性...
01-14
2026在精密制造领域,螺纹加工的精度直接决定了产品的性能与寿命,从航空航天的关键部件到新能源汽车的传动系统,从人形机器人的行星滚柱丝杠到精密仪器的核心组件,都离不开高精度内外螺纹磨床的硬核支撑。作为深耕螺纹磨削领域二十余年的实力企业,拉斯维加斯357官网秉持“技术创新为核,客户需求为本”的理念,推出高精度内外螺纹磨床厂家直供模式,以定制化解决方案打破加工瓶颈,以全周期无忧售后护航生产全程,成为众多制造企业的信赖之选。源头直供,省去中间环节,性价比与品质双重保障。拉斯维加斯357官网机械坚持厂家直供模式,直接对接终端客户,彻底摒弃中间商加价环节,让客户以更具竞争力的价格享受到原厂正品设备。更重要的是,直供模式实现了从生产到交付的全程可控,每一台磨床都源自拉斯维加斯357官网自有生产基地,依托超过10套高精度CNC加工设备组成的生产体系,遵循ISO 9001:2008质量管理标准,经过严格的质量检测流程方可出厂,确保设备精度、稳定性与耐用性均达到行业高标准。无论是批量采购的大型制造企业,还是按需定制的中小型工坊,都能在拉斯维加斯357官网的直供模式中获得精准匹配的设备与高性价比的采购体验。硬核技术加持,高精度磨削实力领跑行业。拉斯维加斯357官网机械二...
01-14
2026在螺纹磨床加工过程中,刀具磨损是影响生产效率、加工精度与成本控制的重要因素。刀具过度磨损不仅会导致螺纹表面质量下降、尺寸精度超差,还会增加刀具更换频率,提高生产成本。减少螺纹磨床刀具磨损需结合多方面因素,采取系统性的管控策略,在保证加工质量的前提下,大限度延长刀具使用寿命。一、优化刀具几何参数优化刀具几何参数是减少磨损的重要环节。刀具的几何参数如前角、后角、刃口圆角等,直接影响磨削过程中的切削力、摩擦系数与散热效果。合理增大前角可降低切削阻力,减少刀具承受的负荷;适当调整后角能减少刀具与工件加工表面的摩擦,降低磨损速率;刃口圆角的大小需与加工工况匹配,过小易导致刃口崩损,过大则会增加摩擦面积。通过优化刀具几何参数,使刀具与工件的接触状态更合理,可有效减轻刀具磨损程度。二、优化加工工艺参数优化加工工艺参数是控制刀具磨损的关键。需根据刀具材质与工件特性,合理设置磨削速度、进给量、磨削深度等参数。过高的磨削速度会使刀具与工件接触区域温度急剧升高,加速刀具热磨损;进给量过大则会增加刀具承受的切削力,导致机械磨损加剧;磨削深度不当易造成刀具局部负荷过高,引发崩刃或异常磨损。通过反复试验与调整,找...
11-08
2025
大批量生产对加工设备的效率、稳定性、一致性及成本控制有严苛要求,双主轴复合磨床凭借其独特的结构设计与协同加工优势,在精密零件批量生产中逐渐成为核心装备。判断其是否适合大批量生产,需结合设备特性与批量生产的核心需求,从多维度综合考量。以下从五个核心维度,解析双主轴复合磨床在大批量生产中的适配性。一、高效协同提升产能双主轴的协同加工模式是适配大批量生产的核心优势。两主轴可同步或交替完成多工序加工,减少零件装夹次数与工序流转时间,大幅缩短单件加工周期;通过工序集成与并行作业,避免传统单主轴设备的等待间隙,提升设备单位时间的产出量;针对批量生产的连续作业需求,设备支持长时间稳定运行,减少非生产性停机,进一步放大产能优势,满足大批量生产的效率诉求。二、稳定加工保障一致性大批量生产对零件质量一致性要求高,双主轴复合磨床的控制特性提供了有力保障。设备采用一体化设计与精密联动系统,减少多设备转运导致的定位误差,确保批量零件的尺寸精度与形位公差统一;主轴运行的稳定性与参数调控的准确性,避免加工过程中的偏差累积,降低批量废品率;通过标准化的加工流程与参数存储功能,实现不同批次零件加工的一致性,满足大批量生...
12-10
2025双主轴复合磨床凭借高效协同的加工特性,在精密加工领域应用广泛,其加工参数的科学设置直接影响加工精度、效率与刀具寿命。参数设置需兼顾双主轴的协同性、加工材料的适配性及零件的精度要求,避免单一参数优化导致整体加工失衡。以下从五个核心维度,梳理双主轴复合磨床加工参数的设置要点。一、适配加工需求参数设置需以加工需求为核心导向,确保与零件特性、加工目标匹配。根据加工材料的硬度、韧性等特性,调整磨削相关参数,避免材料过度磨损或加工效率低下;结合零件的精度要求、结构复杂度,确定主轴运行的核心参数,保障加工尺寸公差与形位公差达标;针对加工批量与生产效率需求,平衡参数设置的高效性与稳定性,避免追求速度而牺牲加工质量。二、协调主轴参数双主轴的协同性是参数设置的关键,需确保两主轴运行状态匹配。统一两主轴的转速、进给速度等基础参数基准,避免转速差异导致的加工受力不均;根据加工工序的先后逻辑,设置主轴的启动、停止时序,确保工序衔接顺畅,无干涉或等待时间;针对同步加工或交替加工模式,调整两主轴的负载分配,避免单一主轴过载运行,保障设备运行稳定。三、优化磨削参数磨削相关参数直接影响加工质量与刀具损耗,需针对性优化。...
12-10
2025车铣复合机床集多工序加工于一体,其切削参数的设置直接影响加工精度、表面质量、刀具寿命及生产效率。合理的参数设置能平衡加工质量与效率,避免因参数不当导致刀具磨损过快、零件加工缺陷或设备负荷过大等问题。以下从参数设置的核心依据、关键参数调整原则、动态优化方法及实操注意事项四个维度,详细阐述车铣复合机床切削参数的设置策略。一、切削参数设置的核心依据车铣复合机床切削参数设置需以多因素为依据,确保适配加工场景。零件材料物理力学性能是前提因素,不同硬度、韧性材料对切削力和温度承受力不同,如高硬度材料需降切削速度减刀具磨损,高韧性材料需优化进给量防切屑缠绕。刀具类型与材质也关键,不同涂层、高速钢或硬质合金刀具的耐热耐磨差异大,适用切削速度和进给量范围不同。此外,加工工序类型(车削、铣削等)及零件精度、表面粗糙度要求也影响参数,高精度加工选平缓参数,粗加工可加大切削用量提效率。二、关键切削参数的调整原则关键切削参数包括切削速度、进给量、背吃刀量,调整需科学协调。切削速度结合刀具与材料特性,在耐热极限内提速度可增效,但过高加剧磨损,过低可能增切削力或降表面质量。进给量按表面质量与刀具强度调整,过大易增粗...
10-18
2025
020-34906222

020-34908028

agile-machine@163.com

广州市南沙区东涌镇大稳村稳发路35号
集团旗下子公司
微信公众平台












 机器人关键零部件
机器人关键零部件

 压缩机零部件
压缩机零部件

 机床关键零部件
机床关键零部件

 新能源
新能源

 主轴
主轴

 其他
其他